-
 微信
微信
前言:
在制药行业,洁净室是保障药品安全、有效、质量可控的核心防线。面对日益严格的法规要求(如GMP)和对生产效率、成本控制的持续挑战,构建与维护符合标准的洁净环境至关重要。本方案旨在提供科学、高效、可靠的制药洁净室整体解决方案,助力客户实现卓越的污染控制、合规运营与可持续发展目标。
1、分级严格:按 GMP 分为 A/B/C/D 级,A 级(ISO 5 级)用于无菌制剂灌装,D 级(ISO 8 级)适用于非无菌原料药生产。
2、多参数控制:温度 18-26℃、湿度 45-65%,A 级区单向流风速 0.36-0.54m/s,压差梯度≥10Pa。
3、合规性要求:需符合 WHO GMP、FDA cGMP 及中国 GMP,定期进行环境监测(浮游菌、沉降菌、表面微生物)。

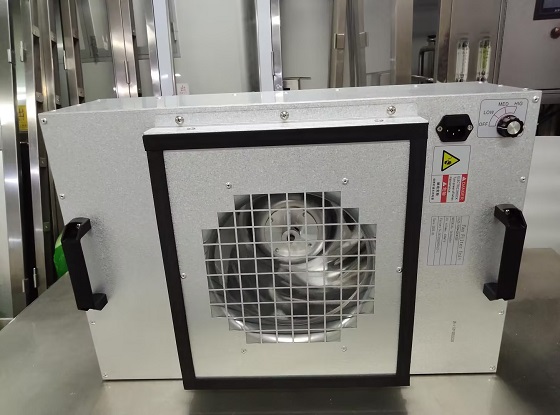
1、过滤体系:初效(G4)+ 中效(F8)+ 高效(H14)三级过滤,A 级区采用 100% 外排全新风。
2、气流组织:A 级区满布 HEPA 过滤器,B 级区采用非单向流,换气次数≥20 次 / 小时。
3、消毒系统:集成 VHP(汽化过氧化氢)灭菌,生物指示剂挑战合格(孢子杀灭率≥6 log)。
1、人员管理:专用更衣流程(一更→二更→气闸),A 级区需穿无菌连体服 + 呼吸面罩。
2、物料控制:原辅料经灭菌传递窗进入,内包材需在线灭菌(干热 / 湿热)。
3、设备设计:与药品接触表面采用 316L 不锈钢,焊接抛光 Ra≤0.8μm,无死角。
1、实时监控:在线粒子计数器(每 30 分钟记录)、连续温湿度追踪,超标自动报警。
2、节能方案:采用变频空调箱 + 热回收装置,非生产时段降频运行(节能 25%+)。
3、维护计划:HEPA 过滤器每年检漏,空调系统季度验证,工艺用水每周全项检测。
1、模块化建造:洁净室组件预制,安装周期缩短 40%,满足柔性生产需求。
2、数字化升级:基于 MES 系统的环境数据追溯,AI 预测过滤器寿命。
3、绿色认证:采用低碳材料,废水 / 废气处理达标后回用,降低环境负荷。
制药洁净室需平衡无菌保障与生产效率,通过严格分级管理、先进净化技术及智能化运营,为药品质量提供核心屏障。



{kind=link}